低成本:新品投入费用仅需传统模具费用的5-10%;
低能耗:快速升温,仅需1-2.5小时即可作业;
即生产:新品导入周期2~3周;
自清洁:自动入模清洁;
上下料:全自动上下料;
通用性:载板类全系列封装小批量生产;
便利性:快速验证工艺可靠性、可行性。
主要用途SPMS-1030适用于载板类全系列产品打样和小批量生产。
功能特点设备集自动上料、自动整理胶饼、自动上料饼、自动去浇道、自动下料于一体,仅需更换CAVITY BAR及少数KIT即可实现多产品小批量生产需求。
操作流程依据产品安装好CAVITYBAR及相应KIT,人工将料盒放入上料区。设备自动取料、取EMC放入模具,自动模封成型,自动清扫模面,自动去浇道,成品自动移动至下料区。
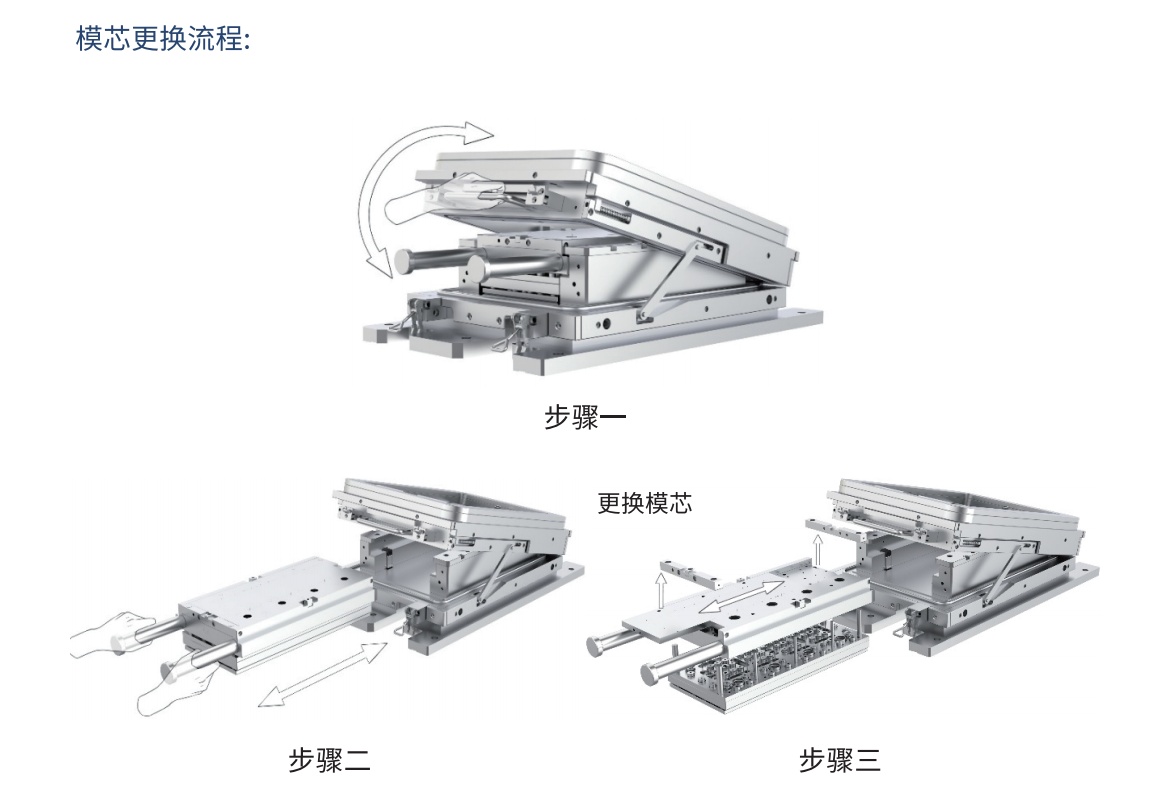
模芯更换流程见左图
| 类别 | 详细项目 | 参数 | |
| 设备规格 | 设备型号 | SPMS-1030 | |
| 最大工作压力 | 90T | ||
| 基本信息 | 设备尺寸 | 1700mm*1353mm*2240mm | |
| 设备重量 | 4000kg | ||
| 作业能力 | 适配产品 | QFN/BGA/LGA/DCM/DSC/TPAK.etc(载板类) | |
| 适用框架 | 长 | 150mm-300mm | |
| 宽 | 40~100mm | ||
| 合模系统 | 合模压力 | 98-882 KN(10.0-90.0 tf) | |
| 注塑压力 | 3.92-29.4KN(0.4-3tf) | ||
| 封装数量 | 1片/次 | ||
| 上下模座平行度 | ≤0.005mm | ||
| FM真空能力(MAX) | ≤10Torr/PRESS | ||
| 动力规格 | 电源 | 3Φ 380V AC+PE /50HZ 15KVA | |
| 气体 | 压力:0.4-0.6Mpa,流量:350L/min | ||
| 上下料系统 | 固体树脂 | 直径Φ13-20mm;长径比:1.2-1.7 | |
| 自动供胶饼 | 有 | ||
| 自动供料方式 | Slot MAG.料盒供料 | ||
| 自动去浇道 | 有 | ||
| 自动预热料片 | 有 | ||
| 品种切换 | 品种切换方式 | 更换交换部+更换模具中心浇道 | |
| 品种切换时间 | 60min | ||
| 模具加热 | 模具升温时间 | 1-2.5小时 | |
| 稳定性 | 压机核心部分材质 | 球墨铸铁 | |
| 压机受力安全系数 | 18倍 | ||

 中文
中文 EN
EN